Помимо микроконтроллера или процессора, операционная система системы управления также включает транспортные устройства и человеко-машинный интерфейс. На схемах эти подсистемы показаны в виде шкафов числового управления, иногда сгруппированных вместе.
Подписи к слайдам:
Важные элементы управления. Шкаф управления
Цель курса: приобретение профессиональных навыков работы на станке с ЧПУ с использованием пульта управления.
Задачи: Научиться работать с панелью управления на токарном станке с ЧПУ.
Проанализируйте то, чему вы научились
1.назовите тип системы координат 2.каким кодом обозначается эта система координат Абсолютная Относительная G90 G91
3.назвать основные опорные точки станка Нулевая точка станка Нулевая точка заготовки Нулевая точка станка Нулевая точка цеха Нулевая точка держателя инструмента Нулевая точка держателя инструмента
4. название систем ЧПУ позиционирование контуров сочетание a b c
Важные элементы управления. Шкаф управления
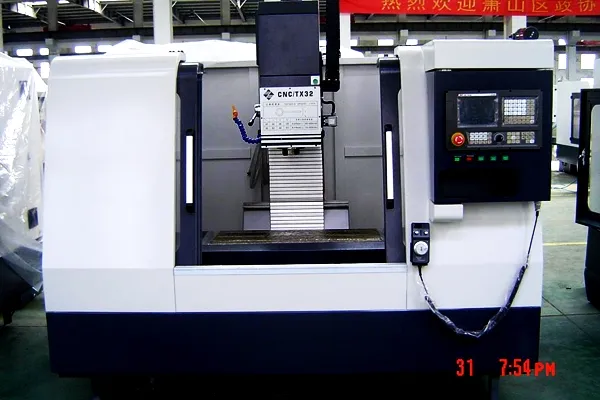
Введение. Оснащение современных станков системами ЧПУ уже давно стало обычным делом, поскольку человеческий фактор в производственных процессах может привести к потере производительности, снижению качества продукции и большому количеству отходов.
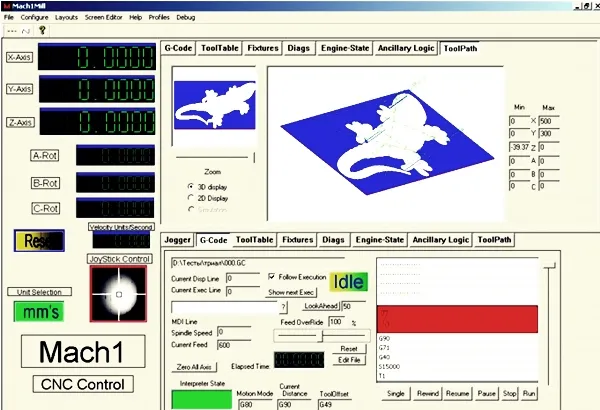
Что такое управление станками? Станок использует команды для выполнения конкретной задачи и выполняет определенную последовательность операций. Программирование станка с ЧПУ — это процесс постановки перед станком определенной задачи по обработке заготовки. Система, выполняющая эту задачу, называется системой управления ЧПУ. Программа вводится в стойку с помощью различных электронных носителей данных (дискеты, USB-носители данных), а управление станком осуществляется с помощью пульта управления.
В зависимости от системы управления ЧПУ пульты станков немного отличаются друг от друга.
На дисплее визуально отображается вся информация, необходимая для программирования, обслуживания и контроля управления машиной: Программные блоки, инструкции, сообщения об ошибках и т.д. Дополнительная информация отображается в графическом виде во время ввода и контроля программы, а также во время обработки. С помощью «многоэкранного дисплея» можно отображать скриншоты на одной половине экрана и графику или сообщения о состоянии на другой половине. Во время выполнения программы оператор может просматривать отчет о состоянии ЧПУ, содержащий информацию о положении инструмента, активных циклах, преобразованиях координат и т.д.
Панель управления приспособлена к процессу программирования. Расположение клавиш обеспечивает легкий ввод программы оператором. Для четкого определения функций используются логические символы и простые аббревиатуры. Устройство O оснащено алфавитной клавиатурой. Он также содержит полный набор ключей для ПК.
Рабочий экран: В зависимости от рабочей зоны: дисплей, ввод данных, редактор программ Рабочая зона: параметры программы станка услуги диагностики режим ввода в эксплуатацию: JOG MDA AVTO Канал: Отображение названия активного канала Отображение статуса канала: перезапуск Остановка активного канала Название программы Статус программы: прерывание программы Работа программы Прерывание программы Эффект программы.
Самостоятельное задание Нарисовать эскизы на следующие командные клавиши: Ручной режим Вызов главного меню Подтверждение ввода данных Клавиша быстрого сдвига по оси x или z Прерывание текущей программы Импорт и выполнение отдельных последовательностей изображений
Ручной режим Вызов главного меню Подтверждение ввода данных Клавиша быстрого сдвига для перемещения по оси x или z Прерывание текущей программы Импорт и выполнение отдельных последовательностей изображений
По теме: методические разработки, презентации и конспекты

Программа для профессионального модуля «Программирование и управление режущими станками».
Программа профессионального модуля является частью программы подготовки квалифицированных рабочих, служащих в соответствии с ФГОС по профессии 151902.03 Машинист (металлист).

Методические указания для самостоятельной внеаудиторной работы по профессиональному модулю ПМ.01 «Управление программами режущих машин».
Чтобы поддержать вас во внеклассной работе, подготовлены методические указания для самостоятельной работы.
ПМ 01. Программное управление металлорежущими станками
I. Паспорт с набором инструментов контроля и оценки. 41.1 Область применения. 41.2 Система мониторинга и оценки программ ПМ. 111.2.1 Предварительные форматы сертификации для MPL.
Программа технического модуля tm 01 Программирование и управление станками.
Рабочая программа специализированного модуля tm 01 Программирование управления станками разработана на основе государственного стандарта подготовки специалистов.

МДК 01.01Техника обработки на металлорежущих станках с программным управлением.
Профессия 15.01.25Металлообработка (металлообработка)Назначение специальностей, профессиональных единиц, МДК, практических курсов:МПК 01.01Техника обработки металлов на металлорежущих станках с программным управлением.
МПК.01.01 Технология металлообработки на металлообрабатывающих станках с компьютерным управлением.
Профессия: 15.01.25 Машинист (металлообработка)Назначение предметов, предметных модулей, междисциплинарных учебных курсов, практических курсов:МПК.01.01 Технология металлообработки на металлорежущих станках с программным управлением.
Освещение с системой управления. Освещение с дистанционным управлением.
Сегодня невозможно удивляться инновационным технологиям и возможностям бытовой техники и оборудования. Одним из таких современных устройств является освещение с дистанционным управлением.
При токарной обработке поверхностный слой металла расклинивается с помощью инструмента с острыми кромками. Механическая сила вдавливает режущую кромку в заготовку, снимая тонкий слой металла и превращая его в стружку. Слой металла, который срезается при обработке, называется припуском на шов.
Содержание
Изобретателем первого станка с числовым программным управлением (ЧПУ) был Джон Т. Парсонс, работавший инженером в компании своего отца Parsons Inc, которая производила винты для вертолетов в конце Второй мировой войны. Он стал пионером в использовании программируемой перфокарточной машины для изготовления пропеллеров.
В 1949 году компания Parsons Inc. получила контракт от ВВС США на разработку станка для фрезерования деталей самолетов сложной формы. Однако компания не смогла завершить проект своими силами и обратилась за помощью в лабораторию сервомеханики Массачусетского технологического института (MIT). Партнерство Parsons Inc. с MIT продолжалось до 1950 г. В 1950 г. MIT приобрел компанию Hydro-Tel, производящую фрезерные станки, и вышел из партнерства с Parsons Inc., заключив независимый контракт с ВВС США на создание программируемого фрезерного станка.
В сентябре 1952 года машина была впервые представлена публике в статье в журнале Scientific American. Машина управлялась с помощью перфоленты.
Этот первый станок с ЧПУ был сложным и не мог использоваться в производственных условиях. Первый коммерчески доступный ЧПУ был изготовлен компанией Bendix Corp. в 1954 году и установлен на станках в 1955 году. Распространение станков с ЧПУ происходило медленно. Бизнесмены скептически отнеслись к новой технологии. Министерству обороны США пришлось за свой счет построить 120 станков с ЧПУ, чтобы сдавать их в аренду частным компаниям.
Первыми отечественными станками с ЧПУ для промышленного использования были токарно-винторезный станок 1K62PU и вертикальный токарный станок 1541P. Машины работали в сочетании с системами управления типа ОРС-3К и другими. Позже были разработаны вертикально-фрезерные станки с ЧПУ 6Н13 с контурным ZP-управлением. В последующие годы наиболее часто использовались токарные станки отечественного производства 2R22 и системы ЧПУ Electronica NTs-31.
Числовое программное управление также характерно для систем управления современных промышленных роботов.
Аббревиатура CNC соответствует двум англоязычным аббревиатурам NC и CNC, которые отражают развитие систем управления станками.
- Первые системы ЧПУ (числового программного управления) были основаны на строго определенных элементах управления обработкой — например, настройки программы с помощью штекеров или переключателей, сохранение программы на внешних носителях данных. Процессоры не были предназначены для хранения операционных или управляющих данных.
- Более современные системы ЧПУ, называемые CNC (англ. Computer numerical control ) — системы управления позволяющие использовать для модификации существующих/написания новых программ программные средства. Базой для построения CNC служат современный (микро)контроллер или (микро)процессор:
-
, ,
- Компьютер с микропроцессорным управлением.
Модель центральной рабочей станции (например, ABB Robot Studio, Microsoft Robotics Developer Studio) может быть реализована с загрузкой программ через полевую шину.
Аппаратное обеспечение

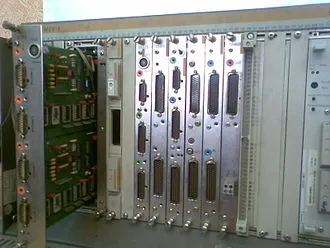





Структурно ЧПУ состоит из:
- Консоль оператора (или консоль ввода/вывода), которая позволяет ввести программу управления, определить режимы работы и вручную выполнить операцию. Как правило, остальные части современного компактного ЧПУ расположены внутри отсека управления,
- Дисплей (или панель управления) — для визуального контроля режимов работы и редактируемых данных программы/управления; может использоваться как отдельное устройство для дистанционного управления машиной,
- устройство управления — электронное устройство, выполняющее задачи конфигурирования траектории режущего инструмента, технологических команд для управления устройствами автоматики станка, общего управления, обработки управляющих программ, диагностики и вспомогательных расчетов (траектория режущего инструмента, режимы резания); — память, предназначенная для длительного хранения (годы и десятилетия) программ и системных констант; информация из ПЗУ может быть только считана; — память, предназначенная для временного хранения программ и системных констант.
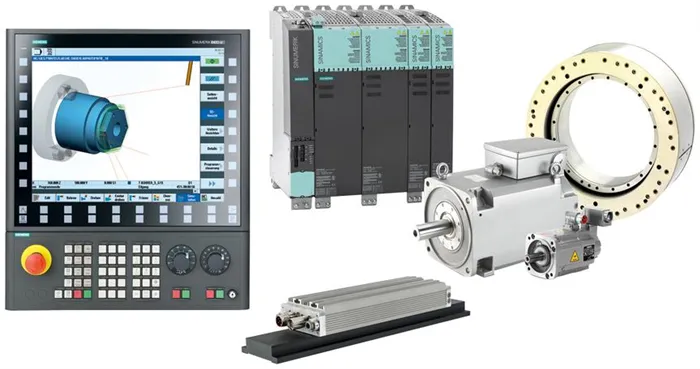
Роль контроллера берет на себя промышленный контроллер, такой как микропроцессор, на котором основана встраиваемая система, программируемый логический контроллер или самое сложное устройство управления — промышленный компьютер.
Важной характеристикой системы ЧПУ является количество осей (каналов), которые она может синхронизировать (управлять) — для этого требуется высокая производительность и соответствующее программное обеспечение.
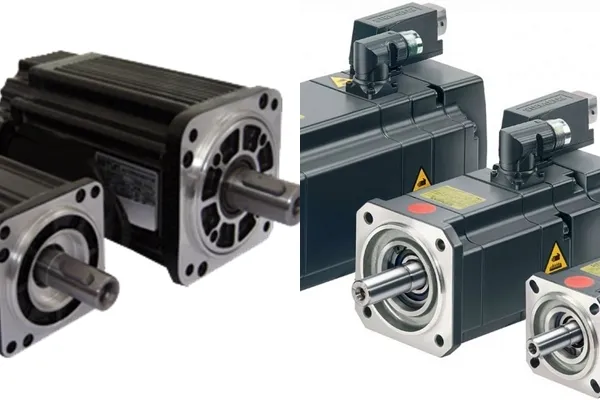
В качестве исполнительных механизмов используются серводвигатели и шаговые двигатели.
Для передачи данных между приводом и системой управления машины обычно используется промышленная сеть (например, CAN, Profibus, Industrial Ethernet).
Программное обеспечение
После создания программы ЧПУ оператор вводит программу в систему управления с помощью программирующего устройства. Команды управляющей программы хранятся в оперативной памяти. В процессе создания или после ввода программы ЧПУ оператор (в данном случае программист) может отредактировать ее, активировав программу системного редактора и отобразив все или необходимые части программы ЧПУ и внеся желаемые изменения. В режиме изготовления деталей программа обработки деталей выполняется кадр за кадром. Следуя указаниям программы последовательности, управление вызывает из памяти ПЗУ соответствующие подпрограммы системы, которые заставляют подключенные к ЧПУ устройства работать в нужном режиме — результаты работы управления передаются в виде электрических сигналов на исполняющее устройство — блоки питания или устройства управления автоматикой станка.
Управление считывает команды специального языка программирования (например, G-кода) программы, которые интерпретатор ЧПУ затем переводит с входного языка в управляющие команды для главного привода, приводов подачи, органов управления узлами станка (например, для включения/выключения подачи СОЖ).
В настоящее время программы ЧПУ разрабатываются с помощью специальных модулей автоматизированного проектирования (CAD) или автономных систем автоматизированного программирования (CAM), которые генерируют программу обработки на основе электронной модели.
Интерполятор, который рассчитывает положение промежуточных точек траектории движения инструмента/заготовки в соответствии с запрограммированными конечными точками, используется для определения желаемой траектории движения всего инструмента/заготовки в соответствии с программой управления.
Помимо самой программы, система управления содержит данные в других форматах и для других целей. Как минимум, это машинные данные и данные пользователя, относящиеся к конкретной системе управления или серии (линейке) моделей управления одного типа.
Программа ЧПУ может быть загружена с внешнего носителя информации, такого как лента, перфолента, дискета или флэш-память, либо временно в рабочую память до выключения машины, либо постоянно в память ПЗУ, карту памяти или другой жесткий диск или твердотельный накопитель. Кроме того, современные машины подключены к центральным системам управления через действующие коммуникационные сети.
Наиболее распространенный язык программирования ЧПУ для станков описан в стандарте ISO 6983 Международного комитета по стандартам и называется «G-код». В некоторых случаях — например, при управлении гравировальными станками — язык управления радикально отличается от стандартного. Для простых задач, таких как вставка плоских деталей, ЧПУ может использовать в качестве входных данных текстовый файл в формате обмена данными, например, DXF или HPGL.
Продольное перемещение салазок на токарном станке осуществляется с помощью зубчатых колес. Такие шестерни имеют люфт в контактах своих узлов и механизмов.
Классификация современных систем управления ЧПУ для станков

Международная классификация предусматривает следующие классификации станков с ЧПУ:
- NC (Numerical Control). Особенностью этой системы является то, что в качестве носителя программного обеспечения используется перфолента или магнитная лента, поэтому внести изменения в программу невозможно, так как все рабочие алгоритмы реализуются аппаратными средствами.
- SNC (программируемый логический контроллер). Эта система имеет все функции класса NC, но обладает большей памятью, что позволяет хранить программу на электронном блоке.
- CNC (Computer Numerical Control): этот класс основан на микрокомпьютере, запрограммированном для выполнения операций ЧПУ. Его особенностью является возможность изменения и корректировки как программ ЧПУ компонента, так и программ самой системы, чтобы наилучшим образом учесть особенности конкретного станка.
- DNC (прямое числовое управление). Устройства управления в составе NCS, автоматизированные части. Системы этой категории управляются компьютером более высокого уровня.
- HNC (Handheld Numerical Control). HNC (Handled Numerical Control): операционная система, позволяющая осуществлять удаленный ввод числового управления с рабочей станции.
- PCNC (Personal Computer Numerical Control): симбиоз ПК и ЧПУ, имеющий больше функций и открытую архитектуру.
Подсистема управления ЧПУ

Центральной частью системы ЧПУ является подсистема управления. Он способен считывать управляющую программу и отдавать команды различным машинам на станке для выполнения определенного вида работ. Он также связывается с оператором и позволяет ему управлять процессом обработки.
Открытая
Открытые системы управления имеют аппаратное обеспечение, почти не уступающее домашнему компьютеру. Их преимущество заключается в доступности и низкой стоимости электронных компонентов, многие из которых можно приобрести в простом компьютерном магазине. Однако надежность этих систем ниже, чем надежность закрытых систем.
Закрытая
Системы управления с замкнутым циклом имеют свои алгоритмы и циклы и свою логику. У этих систем есть одно важное преимущество: они очень надежны, поскольку все компоненты проверены на совместимость. Недостатком является невозможность обновления программной системы и редактирования ее настроек.
Исполнительный механизм
Механизм приведения в действие заготовки включает рабочий стол и шпиндель. Стол управляется движением по осям X и Y, а шпиндель — по оси Z. Подсистема состоит из ряда двигателей и винтов, необходимых для выполнения команд подсистемы.
Пропеллер является важной частью исполнительной подсистемы. По сравнению с устройствами с ручным управлением, они обладают высокой точностью, что сводит к минимуму трение при движении привода и практически исключает возникновение ошибок.
Другой важной частью подсистемы являются исполнительные механизмы. Особенности конструкции ЧПУ включают серводвигатели и электрические шаговые двигатели. Последние используются для преобразования электрических сигналов в дискретные механические движения.
3.назвать основные опорные точки станка Нулевая точка станка Нулевая точка заготовки Нулевая точка станка Нулевая точка цеха Нулевая точка держателя инструмента Нулевая точка держателя инструмента
Исполнительный механизм
Приводной механизм машины состоит из двигателей, моторов и винтов. Он берет на себя функции вращения заготовки. Кроме того, приводы берут на себя дополнительные функции в зависимости от алгоритма управления:
- Подача заготовок и сбор готовых деталей,
- замена рабочего оборудования,
- Очистка рабочей зоны машины,
- нагрев или охлаждение машины,
- экстренного торможения или другой остановки.
Основными механизмами станков с ЧПУ, как и в случае с ручными станками, являются двигатели и пропеллеры. Винты перемещают рабочий инструмент и поверхность, обеспечивая оптимальный угол. В простых электрических машинах винты являются чисто механическими. Электрические винты имеют более высокую скорость и точность.
Двигатели
В системах ЧПУ используются различные типы двигателей:
- Шаговый двигатель переменного тока,
- Шаговый двигатель постоянного тока,
- Шаговый двигатель переменного тока, двигатель переменного тока, двигатель постоянного тока, двигатель постоянного тока, гибридный шаговый двигатель,
- серводвигатель.
Шаговые двигатели работают на основе электромагнитного поля. На статор двигателя подается напряжение, которое заставляет ротор вращаться. Преимуществом данной конструкции является простота и общедоступность механизма. Однако она не лишена недостатков. К недостаткам можно отнести дискретную работу механизма с относительно большим единичным шагом. Такое устройство ЧПУ несколько снижает точность резервуаров и увеличивает минимальные допуски изготавливаемых деталей.
Гибридный шаговый двигатель сочетает в себе преимущества двух других простых типов двигателей. Он не намного дороже по цене и поэтому используется чаще других типов, но имеет главный недостаток шаговых двигателей — дискретность.
Серводвигатели в ЧПУ по сути имеют другой механизм работы — они используют цифровые команды от ЧПУ, напрямую задавая скорость части исполнительного механизма. Его отличительной особенностью является наличие прямой обратной связи от двигателя к блоку управления. Этот тип имеет очень маленький, почти незаметный минимальный шаг ротора и высокую точность, но характеризуется сложностью управления устройством и высокой стоимостью приобретения и обслуживания серводвигателя.
Подсистема обратной связи
Эта часть станка с ЧПУ состоит из группы датчиков. Наиболее важными из них являются:
- Температура,
- давление,
- должность.
Эта конструктивная особенность отличает станки с ЧПУ от станков с циклическим управлением. Операционная система и принцип ее работы играют важную роль в программировании. Наличие обратной связи повысило надежность и точность машины. Без него невозможна функция самоочистки рабочих механизмов и работа серводвигателя. Высококачественная и сложная функциональная система обратной связи делает разницу между дорогим токарным станком и менее точным и более простым станком.
Принцип работы программного обеспечения
Если рассматривать мозг ЧПУ как блок управления, то написанная программа является принципом его работы. Программа создается путем указания координат движения рабочего механизма, скорости вращения и времени смены используемых инструментов. Программист определяет координаты по трем осям. Он может быть абсолютным или относительным. В первом случае вам придется вводить точку каждый раз, когда вы пишете программу, а во втором случае вам придется вводить количество движения и направление. Тип программного обеспечения и связь между блоками управления и стойкой описаны в плане эксплуатации.
Основная программа может быть выполнена одним из трех способов, в зависимости от устройства системы управления. Классификация систем выглядит следующим образом
- открытый или одноконтурный,
- закрытый или двойной контур,
- адаптируемый.
Тип классификации определяет, какая система требуется. В первом случае программа полностью считывается перед выполнением, а затем передается на исполнительный механизм. Эти системы используются в основном для простых операций и совершенно не подходят для машин с сервоприводом. Программа с открытым циклом часто используется в станках, не требующих высокой точности.
В системах с разомкнутым контуром, которые широко распространены в обработке, программа отправляется на исполнительный механизм, когда он считывается. Обратная связь информирует машину об ошибке пути, а ЧПУ в режиме реального времени определяет, какие корректирующие действия необходимо отправить. Почти все контуры управления характеризуются замкнутым контуром управления.
Адаптивные системы оснащены двойным контуром обратной связи. Он учитывает не только погрешность перемещения, но и температуру, загрязнение, износ инструмента и другие параметры для лучшего управления станком. Адаптивные системы позволяют станку получать полные условия резания через обратную связь и вносить коррективы максимально точно. Это нашло широкое применение в станкостроении, в широком спектре электромеханических и многофункциональных машин.
Многие операции, выполняемые на детали с ЧПУ, являются автоматическими. Они делятся на основные операции обработки и вспомогательные операции, которые контролируют удаление стружки, подачу смазки, установку и удаление деталей.
Шаг №5. Ускоренная подача токарного станка
- Во избежание случайного срабатывания кнопки быстрой подачи, рычаг подачи следует приводить в действие рукой сбоку машины, но не сверху.
- Перед началом быстрой подачи убедитесь, что каретка не заблокирована ни в одной точке желаемого направления подачи, даже инструментом.
- Не используйте быструю траверсу для коротких перемещений, особенно при приближении к вращающимся частям.
- Тяжелые ползуны на станках среднего размера обладают инерцией, которая усугубляется быстрым перемещением приводного механизма.
Могут быть доступны комбинированные поворотные подачи (для каждого типа движения, для каждого направления). Эти токарные станки используются для обработки неконформных конических (неконформных фасок) и фасонных поверхностей.
Резьбовые подачи
При нарезании резьбы скорость подачи ползуна достигается за счет контровки центральной гайки машинным винтом. Основная гайка активируется и деактивируется отдельным рычагом. Шпиндель и винт головки вращаются синхронно, независимо от установленного шага резьбы. Изменение направления вращения шпинделя приводит к изменению направления движения каретки. Изменение скорости вращения шпинделя также приводит к изменению скорости перемещения ползуна. Погружение инструмента в предварительно выгравированный паз обеспечивается за счет синхронизации вращения шпинделя и направляющего винта и соответствующего движения ползуна.

С помощью переключателя на головке, изменяющего направление вращения винта относительно шпинделя, можно нарезать как правую, так и левую резьбу. При нарезании резьбы не рекомендуется слишком быстро вращать шпиндель, так как его вращение напрямую связано с движением каретки.
Управление задней бабкой токарного станка
Хвостовая часть токарного станка фиксируется рычагом, который увеличивает усилие зажима при движении станка. При больших нагрузках, требующих более надежной фиксации задней бабки, рычаг следует нажимать сильно. Важно не перепутать сопротивление рычага при затягивании с его жестким упором в конце хода. Если задняя бабка используется с минимальными нагрузками, ее не нужно как можно плотнее зажимать на опорной плите. Зажим задней бабки рационально регулируется в зависимости от поступающей нагрузки.
Задняя бабка перемещается вручную путем поворота маховика. Следующая процедура используется для зажима инструментов и компонентов на коническом шпинделе:
- Проверьте конусность пиноли и инструменты на наличие загрязнений,
- Вставьте внешний конус в конический носик плоскогубцев и совместите положение губок плоскогубцев с ножкой конуса инструмента (не требуется для инструментов без ножки).
Управление резцедержателем
Держатель инструмента представляет собой механизм достаточной точности, обеспечивающий надежное удержание шкалы в нужном положении. Правильное положение рукоятки резцедержателя в зажатом состоянии должно соответствовать положению часовой стрелки на 3-4 часа. Это положение обеспечивается расположением распорной шайбы под гайкой ступицы резцедержателя. Рычаг затягивается со средним усилием локтя. Во избежание потери веса рычаг не следует сжимать собственным весом. Рычаг сжимается одним или несколькими короткими ударами пяткой руки по часовой стрелке. Перед тем как повернуть держатель инструмента, убедитесь в отсутствии препятствий для него и закрепленного на нем инструмента. Препятствия, вызванные вращающимися частями машины, представляют значительную опасность.

На рабочем месте ремонтный отдел отвечает за устранение проблем с токарными станками. Оператор станка должен информировать их только в случае возникновения неисправности.
Отделка заготовки
Этот метод используется для обработки цилиндрических деталей различной длины, зажатых между центрами задней и передней головок. Таким способом можно сделать все, что угодно: от опор для перил до ножек стола и маленьких шахматных фигур. Квалифицированные мастера особенно хорошо справляются с изготовлением и приданием формы бильярдным киям.
На первом этапе работы необходимо определить ось куска дерева, чтобы закрепить его между центром хвоста и центром последователя.
Второй шаг — изготовление заготовки (из круглого или квадратного бревна). Это можно сделать при 1000-1500 об/мин. В этом случае остатки следует удалять справа налево с помощью полого плоского зубила с насечкой для предварительной обработки. Для длинных заготовок черновая обработка выполняется в несколько этапов; подрезной инструмент перемещается по заготовке во время чистовой обработки без изменения его высоты.
При токарной обработке заготовок используются различные формообразующие инструменты для получения фасонных отделочных поверхностей:
- крючок,
- полукруглое зубило,
- плоское зубило,
- зубило с фаской (также называемое оконным зубилом),
- зубило, выколотка, зубчатое зубило и т.д.
В зависимости от типа используемого инструмента и стадии процесса обработки, подрез иногда должен быть ближе к заготовке. В конце процесса, когда изделие готово, происходит отделка:
- Полировка,
- отделка,
- шлифовка,
- эпиляция и т.д.
Окончательная полировка производится после удаления рамы.
Принцип токарной обработки
Основные элементы токарной обработки — это срезание тонкого слоя металла с заготовки для достижения желаемой формы и чистоты поверхности заготовки. Эта работа выполняется на специальных токарных станках с использованием различных режущих инструментов.
При токарной обработке поверхностный слой металла расклинивается с помощью инструмента с острыми кромками. Механическая сила вдавливает режущую кромку в заготовку, снимая тонкий слой металла и превращая его в стружку. Слой металла, который срезается при обработке, называется припуском на шов.
Читайте также: Домкрат своими руками — виды, инструкция по сборке и видео описание того, как собрать подъемный механизм (95 фото).
Для обеспечения требуемого качества токарной обработки необходимо обеспечить непрерывность и высокую скорость резания металла заготовки. Для каждого металла существует своя скорость резания, значение которой приведено в таблице.
| Металл | Скорость резания, м/мин |
| Алюминий | 250 |
| Латунь | 100 |
| Бронза | 75 |
| Мягкие стали | 50 |
| Серый чугун | 25 |
| Твердые стали | 25 |
Форма будущей заготовки определяется относительным движением инструмента и заготовки, а также геометрией кромок используемого инструмента. Режущий инструмент может перемещаться в поперечном/поперечном направлении вдоль заготовки и под фиксированным/переменным углом.
Если посмотреть на круговую систему, то она проста. Он программирует определенный цикл обработки, операцию обработки, смену инструмента, определяет величину перемещения элементов станка (элементов исполнения) по концевым упорам.
Преимущество и недостатки различных видов технологического оборудования с ЧПУ
Станки предыдущего поколения без ЧПУ имели такие недостатки, как недостаточная точность обработки и размеров. Машины имели довольно большую кинематическую форму. Работа была изнурительной, поскольку производство требовало большого внимания со стороны персонала фабрики. С появлением станков с ЧПУ производство радикально изменилось. Несколько моделей станков были заменены одним обрабатывающим центром с ЧПУ. Количество рабочих у станков было сокращено. Таким образом, машина сама выполняет основной рабочий процесс, а человек в основном берет на себя вспомогательную функцию. Это радикально снижает трудоемкость самого производственного процесса. Настройка машины происходит быстрее, что ускоряет производственный процесс. Но и сам станок с ЧПУ со временем усовершенствовался.
Современные станки прошли долгий путь: от ЧПУ до магнитной ленты, через перфоленту, системы памяти и всевозможные системы на основе чипов с информацией о программировании на мини-USB-флешке. Изменились и механизмы машин. Поскольку от станков с ЧПУ ожидается высокая точность, все компоненты, составляющие станок, такие как червяки, роторы, столы, шестерни, направляющие и т.д., должны соответствовать новым правилам для достижения качества, требуемого стандартами ЧПУ. Было показано, что определенная сложность компонентов оправдывает само ЧПУ. Чем сложнее и точнее деталь, которую необходимо изготовить, тем больше потребность в материале для ЧПУ.
Одним из больших преимуществ станков с ЧПУ является их способность быстро переключать производство на другую линию продукции без дополнительных затрат, как экономических, так и трудовых. Самым большим и практически единственным недостатком ЧПУ является его высокая цена, которая, как правило, уже не считается недостатком, поскольку высокая стоимость быстро оправдывается. Квалифицированная рабочая сила также не является недостатком — напротив, она способствует повышению качества оборудования.
Принципы выбора типа и и модели технологического оборудования
При выборе типа и модели технологического оборудования необходимо учитывать тип производства, объем производства в год, количество и качество выпускаемой продукции.
Существует 5 типов производства, и для каждого типа можно выбрать определенные модели производственного оборудования. Тип производства характеризуется темпом производства, количеством изделий в год и весом изделия.
Индивидуальное производство — серия до 5 штук и вес до 10 кг. Средние серии от 5 до 100 штук, массой от 10 до 100 кг. Тяжелые серии до 10 штук массой 100 кг и более.
Мелкие серии — серии от 5 до 100 штук весом до 10 кг. Средние серии — серии от 100 до 500 штук массой от 10 до 100 кг. Крупные серии — серии от 10 до 200 штук с массой 100 кг и более.
Средние серии — серии от 100 до 300 штук с массой до 10 кг. Средние серии — серии от 500 до 5 000 штук с массой от 10 до 100 кг. Тяжелые серии — серии от 200 до 500 штук с массой более 100 кг.
Крупные серии — серии от 300 до 1000. Средние — серии от 5000 до 50000. Тяжелые — серии от 500 до 5000 в той же массе.
Масса — легкая серия от 1000. Средний более 50 000. Тяжелые — варьируются от 5000 до 5000 в одних и тех же массах.
Затем мы определяем технологию обработки, принимая во внимание качество, отделку поверхности и тип заготовки. После всех этих моментов остается экономический вопрос, производительность и стоимость. Затем мы рассматриваем производственный цикл и технологические требования к оборудованию. Далее мы определяемся с типом производства и подбираем оборудование, необходимое для производственной номенклатуры.
Возможные неисправности систем ЧПУ
Для обслуживания станков с ЧПУ компания предлагает специальные услуги (послепродажное обслуживание), обычно производитель предлагает послепродажное обслуживание. Производитель также предлагает программу обучения по установке и эксплуатации машины. Компания, поставившая машину, обязана предоставить комплект документов в виде паспорта машины, инструкции по эксплуатации, информации о причинах и методах устранения неисправностей. Могут быть предоставлены планы-образцы для испытания машины, чтобы убедиться, что она не имеет дефектов и готова к эксплуатации.
Испытания машины должны быть построены таким образом, чтобы функциональность машины проверялась шаг за шагом, компонент за компонентом. Такая конструкция обеспечивает быстрое обнаружение любых неисправностей. Сначала станок выполняет все доступные координаты (перемещения). Затем тестируется линейная и круговая интерполяция, а также все возможные режимы ввода. Проверяются функции инструмента (выдвижение, втягивание) и т.д.
При возникновении неожиданных неисправностей, сбоев в работе отдельных блоков, микросхем или модулей, обрывов и коротких замыканий отдельных цепей, плохой проводимости различных соединительных контактов, для предотвращения неисправностей запускаются программы периодического тестирования, а при обнаружении проблем неисправности устраняются специалистами. Время ремонта зависит от типа неисправности. Если компонент или узел является заменяемым, ремонт может быть выполнен без значительного простоя производства.
Дополнительная информация
- Клиент: Организация
- Статус: завершен
- Дата завершения проекта после авансового платежа: 01.10.2018
- ЦЕЛЬ ПРОЕКТА: Методы числового управления станками. Особенности выполнения различных операций обработки на станках с ЧПУ. Преимущества и недостатки различных типов оборудования с ЧПУ. Принципы выбора типа и модели технологического оборудования. Возможные неисправности системы ЧПУ.
1 Комментарий
Как сделать так, чтобы станок с ЧПУ работал стабильно в течение длительного времени 1. Руководитель технического обслуживания излагает в письменном виде требования всех сторон, участвующих в управлении оборудованием. Операторы, руководители оборудования и начальники цехов имеют свои обязанности. Если одна из сторон не следует этому, работа превращается в простую формальность и вызывает проблемы. 1) Оператор несет ответственность за использование, техническое обслуживание и базовый уход за оборудованием. 2) Технический персонал отвечает за содержание оборудования в исправном состоянии и необходимое техническое обслуживание. 3) Руководители лабораторий отвечают за руководство операторами и поддержание в рабочем состоянии оборудования всей лаборатории.
2) Обеспечить соблюдение основных требований по использованию 1) Оборудование с числовым программным управлением должно избегать зон с повышенной влажностью, чрезмерным количеством пыли и агрессивных газов. 2) Избегайте прямого солнечного света и другого теплового излучения, а также держите прецизионное оборудование с ЧПУ подальше от сильно вибрирующего оборудования, такого как штамповочные машины, кузнечное оборудование и т.д. 3) Рабочая температура автомобиля должна находиться в диапазоне от 15°C до 35°C. Температура во время прецизионной обработки должна составлять 20°C, а колебания температуры должны строго контролироваться. 4) Чтобы избежать влияния широкого диапазона колебаний напряжения питания (более плюс-минус 10%) и возможных кратковременных помех сигнала, в оборудовании с ЧПУ обычно используется специальный линейный источник питания и устройство стабилизации напряжения, которое может уменьшить влияние качества питания и электрических помех.







